|
|
|
Évaluation de la facilité d'affûtage
|
|
|
|
Méthodologie
|
|
|
|
Les évaluations précédentes visaient à mesurer la capacité
d'un métal à maintenir son tranchant lors d'utilisations diverses.
Nos essais sur la facilité d'affûtage avaient pour but de constater
la facilité ou la difficulté avec laquelle on peut réaffûter
une lame dont le tranchant a été abîmé ou émoussé.
|
|
|
|
Pour mesurer la facilité d'affûtage, il est bon de définir les
caractéristiques d'une lame bien affûtée.
|
|
|
|
Les paragraphes suivants présentent quelques concepts touchant l'affûtage.
Pour plus de précisions, référez-vous au manuel The Complete
Guide to Sharpening de Leonard Lee ou The Perfect Edge de Ron Hock.
Ces deux manuels sont offerts uniquement en anglais.
|
|
|
|
Le tranchant d'une lame se définit comme le point d'intersection entre deux
surfaces lisses. Plus le rayon au point d'intersection des deux surfaces est petit,
plus le tranchant est acéré.
|
|
|
|
|
|
|
|
La composition, la méthode de fabrication et le traitement thermique de tout
métal figurent parmi les facteurs qui influencent la valeur du rayon (R)
du tranchant.
|
|
|
|
Le grain des alliages traités thermiquement peuvent présenter une
texture semblable à une roche ignée. Figurez-vous un métal
composé de grains de la grosseur de ballons de soccer comparé à
un métal fait de grains de la grosseur de balles de golf. Il est ainsi facile
de comprendre que ce dernier présentera un rayon plus petit.
|
|
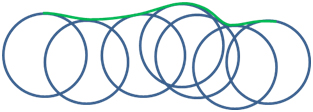
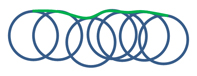
Considérez maintenant le tranchant de la lame en entier qui se compose de
plusieurs grains superposés en trois dimensions. Au microscope, aucun tranchant
n'est parfaitement droit, car il est défini par la forme des grains. Les
illustrations suivantes présentent une vue agrandie du dessus d'un tranchant.
Comme prévu, plus les grains sont petits, plus le tranchant est droit, donc
acéré.
|
|
|
|
Remarque : Nous avons donné une forme ronde aux grains pour simplifier l'illustration.
|
|
|
|
Lame vue du haut – gros grains
|
|
|
|
|
|
|
Lame vue du haut – petits grains
|
|
|
|
|
|
|
|
|
Au cours du processus d'affûtage, nous éliminons de la matière
en éraflant le métal sur une surface abrasive, telle qu'un morceau
de papier abrasif, une pierre ou un rodoir.
|
|
|
|
Une éraflure qui s'étend jusqu'au tranchant créera sur le fil
un creux qui ne coupera pas. De plus, cette entaille peut entraîner une saillie
adjacente sur le tranchant. Ces saillies deviennent inévitablement les points
d'attaques du tranchant et absorbent toute la force de coupe initiale. Cette force
concentrée sur les saillies peut mener à une fracture du grain entraînant
un creux plus important qui ne contribue pas au travail de coupe. Le cycle se poursuit
ainsi sans cesse.
|
|
|
|
La photo illustre bien comment une éraflure peut mener à une fracture
du tranchant.
|
|
|
|
|
|
En résumé, plus la surface adjacente au tranchant est inégale,
plus les risques de créer une fracture sur le fil du tranchant sont grands.
C'est ce que nous voyons habituellement comme un tranchant émoussé
ou ébréché. Pareillement, une surface lisse adjacente au tranchant
contribuera à obtenir un tranchant acéré. C'est pourquoi nous
procédons au rodage du dos de nos lames et que nous en polissons le microbiseau,
tout comme le proposent d'ailleurs les manuels d'affûtage. Des surfaces lisses
favorisent ainsi un tranchant acéré. Remarque importante : LISSE n'implique
pas nécessairement l'obtention d'un fini luisant comme un miroir.
Retournons à l'évaluation de la facilité d'affûtage.
Permettez-nous de réitérer que nous n'évaluons pas la qualité
du tranchant d'une lame en mesurant la valeur de son rayon. Ce que nous pouvons
mesurer cependant, c'est la rugosité des surfaces adjacentes, des mesures
qui donnent une approximation de la qualité du tranchant.
|
|
|
|
Cette rugosité se mesure à l'aide d'un instrument appelé profilomètre.
La rugosité se mesure en µpo – micropouce ou millionième
de pouce (0,000 001 po). Plus le nombre est élevé, plus la surface
est rugueuse. La norme de qualité Veritas pour les surfaces rodées
ou polies des lames de rabot est de 5 µpo.
Afin d’évaluer la facilité d'affûtage, nous mesurons la
quantité de travail nécessaire pour obtenir le tranchant le plus fin
possible. Notre méthodologie consistait à produire des éraflures
sur toutes les lames, puis à mesurer le travail nécessaire pour réduire
la rugosité à un niveau cible.
|
|
|
|
|
|
|
|
|
Notre expérimentation portant sur la facilité d'affûtage s'est
effectuée à l'aide du guide d'affûtage MK. II Veritas® qui
utilise un rouleau bombé permettant au tranchant de la lame de suivre la
forme de la pierre plutôt que de se laisser guider par un rouleau droit. Un
gros poids en laiton massif fixé au guide d'affûtage exerçait
une pression constante sur la lame pendant l'affûtage. Une force additionnelle
a été exercée uniquement sur le plan horizontal pour pousser
et tirer le guide d'affûtage. Le poids de laiton pesait 4,10 lb (1,86 kg).
Deux essais différents étaient effectués sur chaque échantillon.
|
|
|
|
|
Le premier consistait à déterminer combien de passes étaient
nécessaires pour éliminer les éraflures engendrées par
la pierre précédente. Cette donnée était mesurée
à l'aide d'un profilomètre. Une plaque diamantée de grain 220
a été utilisée pour constituer une surface uniforme sur toutes
les lames avant d'entreprendre les essais. Toutes les lames ont été
rodées et polies au même fini que les surfaces. Nous avons ensuite
poli le biseau des lames à l'aide d'une pierre à eau Norton de grain
1000. La qualité de la surface a été mesurée toutes
les 20 passes, jusqu'à ce que la lame ne présente plus d'amélioration
visible et que plus de 90 % de la surface de la lame soit polie.
|
|
|
|
Pour le second test, nous avons utilisé plusieurs produits d'affûtage
incluant des pierres à eau, du papier de carbure de silicium et de la pellicule
de rodage au diamant afin d'obtenir la surface la plus lisse possible sur le dos
et le microbiseau des lames.
|
|
|
|
Chaque lame a ainsi été affûtée à l'aide de chacun
des accessoires énumérés. La qualité de la surface était
mesurée jusqu'à ce qu'il n'y ait plus de variation dans les mesures.
Nous répétions ensuite le processus avec un produit plus fin. Nous
avons colligé le nombre de passes d'affûtage avec chaque accessoire,
puis calculé le volume de matière soustrait lors des affûtages.
Bien entendu, nous avons fait en sorte d'assurer la constance de tous nos produits
d'affûtage comme la rectitude de nos pierres à eau par exemple, afin
que nos essais soient les plus probants possible.
|
|
|
|
Résultats
|
|
|
|
Les lames ont été évaluées sur leur facilité
à être affûtées en fonction de l'effort requis pour obtenir
une qualité de surface définie – mesurée selon la rugosité.
Aux fins de la présentation, l’alliage ayant offert la meilleure performance
a reçu la note de 10, et celui ayant offert la moins bonne performance a
reçu la note de 1. Les autres alliages ont été notés
selon leur performance relative. Remarque : Notre classement ne signifie pas que
le métal noté 10 ait offert une performance 10 fois supérieure
à celle du métal qui a obtenu la note 1.
|
|
|
|
Quoique pour les essais, toutes les configurations de lame étaient identifiées
par un code, nous avons conservé le nom des alliages O1, A2, M4 et PM-V11
pour la présentation des résultats. Certaines lames ont été
exclues des essais sur la facilité d'affûtage en raison de leur piètre
performance aux évaluations précédentes.
|
|
|
|
|
|
Alliage
|
Évaluation de la facilité d'affûtage
|
|
O1
|
10
|
|
PM-V11
|
6,5
|
|
A2
|
6
|
|
Y-1
|
6
|
|
Y-2
|
6
|
|
Z-1
|
5,5
|
|
Z-2
|
5,5
|
|
X
|
5
|
|
R-1
|
3
|
|
R-2
|
3
|
|
W
|
3
|
|
S
|
2
|
|
P
|
2
|
|
M4
|
1
|
|
N1
|
1
|
|
N-2
|
1
|
|
|
|