|
|
|
Ease of Sharpenability Testing
|
|
|
|
Test methodology
|
|
|
|
The previous tests measured the ability of a metal to maintain an edge under different
forms of use. Our ease of sharpening test assessed how easy or difficult it was
to return a blade to sharp after the edge has been damaged or dulled.
|
|
|
|
In order to measure the ease of sharpening, we need to define what we mean by "sharp".
|
|
|
|
The following paragraphs illustrate a few of the concepts relevant to sharpness.
If you are looking for more detailed (and more technical) explanations, please refer
to The Complete Guide to Sharpening by Leonard Lee or The Perfect Edge
by Ron Hock.
|
|
|
|
A sharp edge is defined by the intersection of two smooth surfaces. The smaller
the radius of intersection of the two surfaces, the sharper the edge.
|
|
|
|
|
|
|
|
Some of the factors that can influence the size of the radius (R) for any metal are the composition of the metal, how it is manufactured and how it is heat treated.
|
|
|
|
Heat treated alloys can exhibit a grain structure, much like an igneous rock. If
you imagine a metal made of grains the size of soccer balls versus a metal with
grains the size of golf balls you would expect that the smaller grains would support
a smaller radius.
|
|
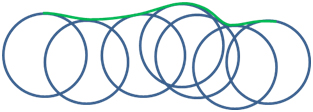
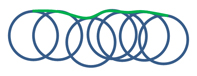
Now consider the entire edge of a blade, which is made up of many grains, overlapping
in three dimensions. At a microscopic level, no edge is a perfectly straight line;
the edge of the blade is defined by the edges of the grains. Consider the diagrams
below as a magnified top view of an edge. As expected, the smaller the grains, the
straighter (sharper) the edge.
|
|
|
|
(Note that spherical grains are a simplification for illustrative purposes)
|
|
|
|
Top view of blade – larger grain size
|
|
|
|
|
|
|
Top view of blade – smaller grain size
|
|
|
|
|
|
|
|
|
In the sharpening process, we abrade metal away by “scratching” the metal on an
abrasive substance, such as a piece of sandpaper, a stone or a lap.
|
|
|
|
A scratch that extends to the edge of the blade will create a “valley” (i.e., a
deeper serration) in the edge that does not cut. In addition, that scratch can create
an adjacent “high” point on the blade edge. These high points are the leading edge
of the cutting edge, and they are forced to absorb all the initial cutting force.
This concentration of force can lead to a fracture of the grain, which creates a
larger valley that does not cut, and the cycle repeats.
|
|
|
|
The photo below is a good example of how a scratch line leads to a fracture on the
cutting edge.
|
|
|
|
|
|
In summary, the rougher the adjacent surface, the greater the opportunity to create
fractures on the cutting edge, which we would see as a dull or jagged edge. Correspondingly,
a smooth surface leading to the edge will lead to a sharper edge. (That’s why we
lap the faces of our blades and that’s why any sharpening guide instructs you to
lap your blades on the face and bevel edges; the smoothness of the face carries
to the edge. An important note: smooth does not always equal a shiny mirror finish.)
So, back to measuring ease of sharpening ...
Let us reiterate that we are not measuring how “sharp” the blade is by looking at
the size of the radius. What we can measure is the roughness of the adjacent surfaces
and then use those measurements as a proxy for sharpness.
|
|
|
|
Surface roughness is measured with a device called a profilometer. Roughness (Ra)
is measured in µin (micro-inches, or millionths of an inch [.000001"]). The larger
the Ra number, the rougher the surface. Veritas has a surface finish specification
quality of 5µin on the lapped surfaces of our plane blades.
In measuring ease of sharpening, we are measuring how much work it is to sharpen
your blade to the finest edge possible with a defined sharpening medium. Our testing methodology was to create a
rough scratch pattern on all blades, then measure how much work it was to reduce
the roughness to a target level.
|
|
|
|
|
|
|
|
|
For all tests, we used the Veritas® Mk. II Honing Guide, which uses a barrel-shaped
roller that allows the blade edge to form to the stone rather than follow the inconsistency
of a straight cylinder roller. A large solid brass weight was attached to the honing
guide to apply even pressure on the blade during honing. Additional force was applied
only in the horizontal plane to push and pull the honing guide. The mass of the
brass weight was 4.10 lb (1.86 kg). Two different tests were run on each sample.
|
|
|
|
|
The first test determined how many strokes it took to remove the scratch
pattern created by the previous stone. To measure this, a surface profilometer was
used. A rough 220 grit diamond plate was used to create a baseline surface finish
that all blades would be brought to before testing. Each blade was honed to the
same surface finish. The blades were then honed on a 1000x Norton water stone. The
surface quality was measured every 20 strokes until there was no visible improvement
and the honed area was greater than 90% of the blade surface.
|
|
|
|
For the second test, we used a variety of medium, including water stones, silicon
carbide paper and diamond film, to obtain the smoothest possible surface on the
blade face and bevel.
|
|
|
|
Each blade was sharpened on each test medium and the surface finish was measured
until there was no noticeable change in the values. At that point we switched to
a finer medium and the process was repeated. We tracked the number of sharpening
strokes on each medium, and calculated the volume of material removed. Of course,
we did control all sharpening medium, re-lapping of water stones, etc., to ensure
a consistent test environment.
|
|
|
|
Test results
|
|
|
|
The blades were evaluated for ease of sharpening based on the effort required to
obtain a specified level of smoothness (measured as roughness). For presentation
purposes, the top-scoring material was assigned a score of 10 and the lowest-scoring
material was assigned a score of 1. Intermediate-performing materials were assigned
scores on a relative linear basis. (Note that this does not mean that the top metal
scored 10 times better than the lowest metal.)
|
|
|
|
While all blade configurations were assigned code letters for testing, we have revealed
the scores of O1, A2, M4 and PM-V11 alloys. Based on the results of the previous
tests, certain blades were excluded as we determined they were not compatible with
our chosen sharpening medium.
|
|
|
|
|
|
Material
|
Ease of Sharpening Test Score
|
|
O1
|
10
|
|
PM-V11
|
6.5
|
|
A2
|
6
|
|
Y-1
|
6
|
|
Y-2
|
6
|
|
Z-1
|
5.5
|
|
Z-2
|
5.5
|
|
X
|
5
|
|
R-1
|
3
|
|
R-2
|
3
|
|
W
|
3
|
|
S
|
2
|
|
P
|
2
|
|
M4
|
1
|
|
N1
|
1
|
|
N-2
|
1
|
|
|
|